Welcome
Providing custom solutions with high quality plastic components since 1987.
From custom extrusions, standard extrusions and injection molded components, to CNC machining, fabrication and assembly, we are your one-stop shop when it comes to plastics.
Ready to get started? Contact us now to discuss your custom plastic needs with one of our pros.
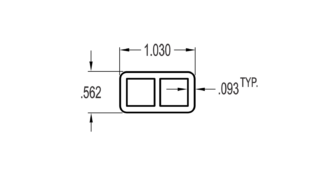
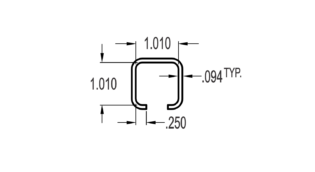
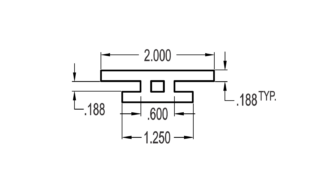
Stock Plastic Extrusions
We offer hundreds of standard plastic extruded shapes that may fit your unique requirements.
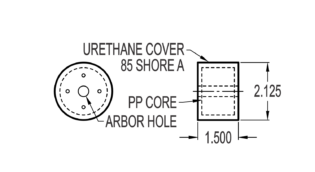
Custom Plastic Extrusions
Our product development experts will help turn your ideas into high-quality finished products.